-
メール
ddxfvgdwm@163.com
-
電話番号
13202009968
-
アドレス
江西省カン州市信豊工業園区緑源大道8号
カン州大兄弟刃物有限会社


概要
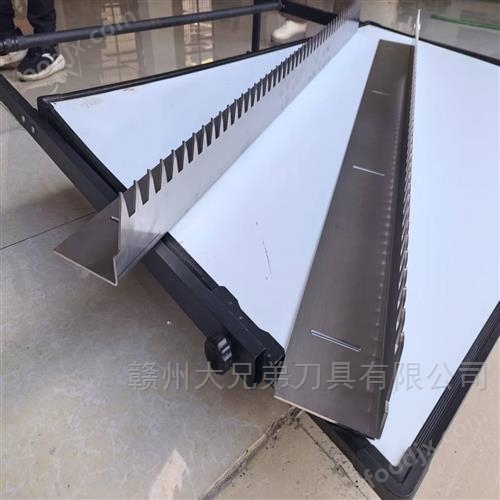
大型コンバイン成形ブレードはコンバインの重要な部品であり、その性能はコンバイン効率と品質に直接影響する。次に、その詳細について説明します。
製品詳細
大型コンバイン成形ブレードの説明と紹介:
構造とタイプ
構造:大型コンバイン成形ブレードは通常、刃先、刃先、シャンクから構成されている。刃口は作物の切断を担当する部分であり、極めて高い鋭利度と耐摩耗性を備えなければならない。刀背は刃口を支持し保護する役割を果たし、一定の強度と靭性が必要である、カッターシャンクは、ブレードをコンバインのカッターディスクまたはカッターシャフトに固定するために使用されます。
タイプ:刈り取った作物によって刃のタイプが異なる。例えば、小麦、水稲などの低茎茎作物を刈り取るには、旋回耕作刀、除草刀がよく使われる。トウモロコシ、大豆などの高茎作物を刈り取るには、コンバインブレード、プラウなどを採用することが多い。
材料選択
30 MnB 5鋼板:これは常用の刃材料で、その引張強度は1000-1200 MPaで、降伏強度≧800 MPa、伸び率≧10%で、高繊維作物を切断する時に変形しにくく、衝撃エネルギーを吸収して破断を避けることができる。3-6 mmの薄板は軽量コンバインブレードに適しており、12-16 mmの中厚板は大型コンバインブレードに使用されている。
低合金高強度構造鋼とマルテンサイトステンレス鋼の複合材料:外層と内層が16 MnV、27 SiMnなどの低合金高強度構造鋼、中層が9 Cr 18 MoVまたは9 Cr 18 Moマルテンサイトステンレス鋼の複合ブレード。この構成により、ブレードは強靭性、高耐摩耗性、自己研磨刃機能を兼ね備えている。
製造工程
熱間圧延成形プロセス:ビレットを原料とし、加熱後、圧延機上で一回熱間圧延して基礎型にし、切断、穴あけ、押し潰しなどの工程を経て完成する。熱間圧延時の刃部の延伸増加幅は平均3 mm以上であり、刃厚は1.0±0.5 mmであり、金属繊維組織を連続させ、刃部と過渡帯の靭性を保証することができる。最後に高周波炉熱処理により、シャンク部、刃口、刃背にそれぞれ合理的な硬度値を得た。
切断成形プロセス:複合刃に対して、常に遠心注型技術を用いて遠心管ブランクを製造し、更にリング圧延転写、焼鈍熱処理を経た後、ナイフで切断または線で成形金属刃に切断し、最後に焼入れと焼戻し処理を行う。
パフォーマンス要件
切断性能:刃は高効率で異なる種類の作物を切断することができ、切断がスムーズであることを確保し、作物の引っ張りと残留を減らすことができるべきである。
たいようせい:正常な使用条件下で、頻繁な切断操作に耐えられ、比較的に長い使用寿命があり、過度な摩耗、刃崩れ、破断などの情況が現れにくい。
安全性:ブレードの設計と製造は関連安全基準を満たし、取り付け固定後、作業中に緩みや脱落がなく、作業者に傷害を与えないようにしなければならない。
表面処理
ブレードの耐摩耗性と耐食性を向上させるために、通常は表面処理が行われます。ブレード表面をRa≦1.6μmまで研磨すると、土壌中の水分と化学物質の浸食を減少させ、湿潤環境下での使用寿命を延長することができる。

同類製品の推奨



